简体中文
简体中文
Pochopení PPR spojek a jejich základní role
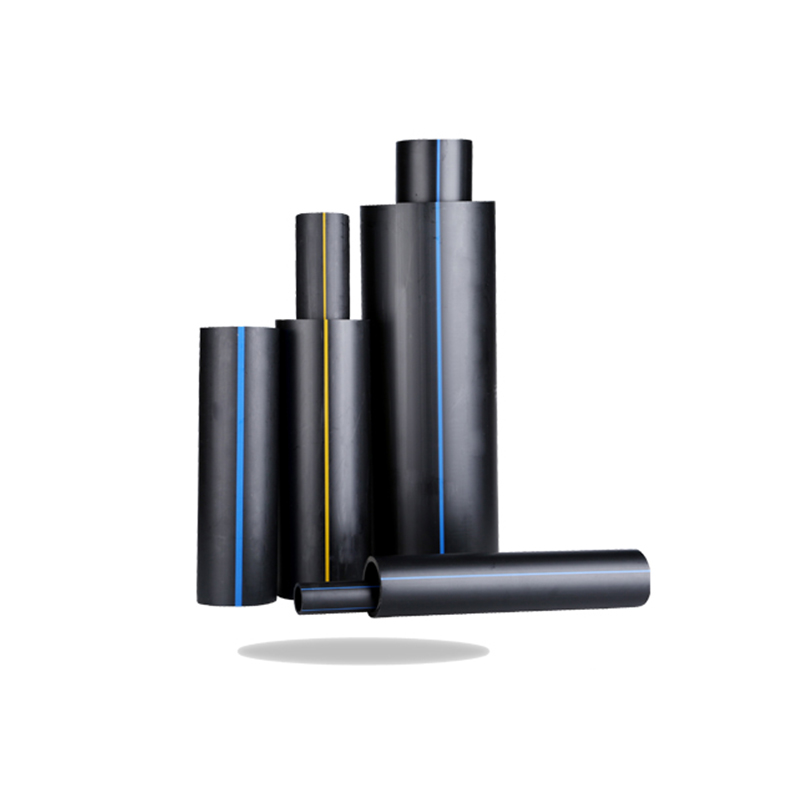
A PPR spojka je specializovaná tvarovka používaná ke spojení dvou sekcí polypropylenové trubky s náhodným kopolymerem (PPR) v přímé linii tepelným tavným svařováním. Tato základní složka slouží jako primární způsob připojení pro prodloužení potrubí a vytvoření nepropustných spojů v rozvodech teplé i studené vody. PPR spojky jsou vyrobeny ze stejného náhodného kopolymerního materiálu jako samotné trubky, což zajišťuje tepelnou kompatibilitu a rovnoměrné expanzní charakteristiky v celém systému.
Konstrukce spojky obsahuje na každém konci hrdlo s přesně opracovanými vnitřními rozměry, které se přizpůsobí vnějšímu průměru trubky. Při montáži se oba konce trubek a hrdla spojek současně ohřívají 260±10°C, poté spojeny pod tlakem k vytvoření molekulární vazby pevnější než samotný materiál trubky. Tento proces tavného svařování eliminuje potřebu lepidel, tmelů nebo mechanických spojovacích prvků, což vede k trvale utěsněnému spojení, které zachovává plné jmenovité tlaky systému.
Spojky PPR jsou k dispozici ve velikostech od 20 mm do 110 mm průměru, což odpovídá standardním rozměrům potrubí. Udržují stejnou tlakovou klasifikaci (PN10, PN16, PN20 nebo PN25) jako potrubí, která spojují, a zajišťují konzistentní výkon v celém systému. Komponenta odpovídá přibližně 15-25 % celkových požadavků na montáž v typických instalatérských instalacích, což z něj dělá nejčastěji používaný typ tvarovky PPR.
Typy a varianty PPR spojek
Různé konfigurace spojek splňují specifické požadavky na instalaci a návrhy systému:
Standardní zásuvkové spojky
Nejběžnější typ se vyznačuje dvěma stejnými hrdly pro spojování trubek stejného průměru. Tyto spojky mají kompaktní délku přibližně 1,5-2 násobek průměru potrubí minimalizuje prostor potřebný pro připojení. Standardní spojky jsou vhodné pro exponované i skryté instalace, kde je zapotřebí přímé prodloužení potrubí bez změn směru.
Redukční spojky
Tyto specializované tvarovky spojují trubky různých průměrů a obsahují hrdla dvou různých velikostí. Redukční spojky eliminují potřebu samostatných redukčních fitinků a dalších spojů, což zjednodušuje instalace, kde dochází k přechodům velikosti potrubí. Běžné kombinace velikostí zahrnují 32 mm až 25 mm, 25 mm až 20 mm a 40 mm až 32 mm. Použití redukčních spojek místo vícenásobných tvarovek zkracuje dobu instalace přibližně o 30 % a snižuje potenciální místa úniku.
Závitové spojky
Spojky PPR s integrovanými kovovými závity poskytují přechodové připojení k zařízení, ventilům nebo armaturám se závitovým připojením. Jeden konec má standardní hrdlo PPR pro tepelné tavení, zatímco druhý obsahuje závity z mosazi nebo nerezové oceli (typicky 1/2", 3/4" nebo 1" NPT nebo BSP). Kovová vložka je zalisována do těla PPR během výroby a vytváří trvalé mechanické spojení. Tyto přechodové tvarovky jsou nezbytné tam, kde se systémy PPR propojují s konvenčními instalatérskými komponenty, s mosazné vložky dimenzované pro tlaky do 2,5 MPa při 20°C .
Opravy spojek
Spojky s prodlouženou délkou určené pro opravy mají hlubší hrdla nebo posuvné mechanismy, které umožňují připojení ke stávajícímu potrubí bez nutnosti otáčení potrubí. Tyto specializované tvarovky jsou neocenitelné při výměně poškozených sekcí ve stísněných prostorech nebo v případech, kdy nelze trubky otáčet z důvodu prostorových omezení. Opravné spojky obvykle měří 2,5-3násobek standardní délky spojky aby se přizpůsobila další hloubce hrdla požadované pro tuto aplikaci.
| Typ spojky | Primární aplikace | Klíčová funkce | Kontext instalace |
|---|---|---|---|
| Standardní zásuvka | Připojení stejného průměru | Kompaktní provedení | Obecná prodloužení potrubí |
| Snížení | Přechody průměrů | Dvě různé velikosti zásuvky | Redukce odboček |
| Se závitem | Připojení zařízení | Kovová závitová vložka | Rozhraní ventilu a přípravku |
| Oprava | Výměna poškozené sekce | Prodloužená hloubka zásuvky | Opravy stísněných prostor |
Správné instalační techniky pro PPR spojky
Správné instalační postupy jsou zásadní pro dosažení spolehlivých, netěsných spojení, která udržují plný výkon systému:
Předinstalační příprava
Před zahájením tavného svařování ověřte, že trubky a spojky odpovídají jmenovitému průměru i tlaku. Trubky řežte rovně pomocí speciálních řezaček trubek PPR, abyste zajistili kolmé konce bez deformace. Označte hloubku zasunutí na koncích trubek pomocí spojky jako vodítka – typické hloubky zasunutí se pohybují od 14 mm pro 20 mm trubky do 40 mm pro 110 mm trubky . Důkladně očistěte a osušte oba konce trubek a hrdla spojek, odstraňte veškeré nečistoty, vlhkost nebo olej, které by mohly ohrozit kvalitu svařování.

Proces tavného svařování
Zahřejte nástroj pro tavné svařování na specifikovanou teplotu 260 °C a počkejte, obvykle přiměřenou dobu zahřívání 10-15 minut pro spolehlivou teplotní stabilitu . Současně nasaďte konec trubky do topného trnu a hrdlo spojky na topnou matrici. Během zahřívání aplikujte mírný tlak bez použití síly – nadměrný tlak může deformovat stěnu potrubí. Doba ohřevu musí přesně odpovídat specifikacím průměru potrubí:
- Průměr 20 mm: 5 sekund ohřev, 4 sekundy spojování, 2 minuty chlazení
- Průměr 25 mm: 7 sekund ohřev, 4 sekundy spojování, 2 minuty chlazení
- Průměr 32 mm: 8 sekund ohřev, 6 sekund spojování, 4 minuty chlazení
- Průměr 40 mm: 12 sekund ohřev, 6 sekund spojování, 4 minuty chlazení
- Průměr 50 mm: 18 sekund ohřev, 6 sekund spojování, 4 minuty chlazení
Spojování a chlazení
Po zahřátí vyjměte oba díly z nástroje a ihned jedním plynulým pohybem zasuňte trubku do hrdla spojky, dokud nedosáhnete vyznačené hloubky zasunutí. Držte kloub pevně na místě bez kroucení nebo nastavování – jakýkoli pohyb během počáteční fáze chlazení naruší integritu kloubu. Po obvodu spoje by se měl vytvořit malý proužek roztaveného materiálu, což naznačuje správné spojení. Udržujte kloub ve fixní poloze po celou dobu ochlazování, než umožníte jakékoli namáhání nebo pohyb. Spoje vystavené namáhání před dostatečným chlazením se projeví poruchovost až o 40 % vyšší než správně chlazené spoje.
Ověření kvality
Zkontrolujte dokončené spoje, zda nemají stejnoměrné tavné kuličky po celém obvodu, což ukazuje na konzistentní zahřívání a vkládání. Trubka by měla být vložena do vyznačené hloubky bez mezer na osazení spojky. Zkontrolujte vyrovnání – trubky by měly pokračovat v přímé linii spojkou bez viditelných úhlů nebo přesazení. Řádně provedené spoje nevykazují žádné bělení pnutím, deformaci nebo neúplné fúze. Profesionální instalátoři udržují míra závad pod 1 % při dodržení správných postupů .
Technické specifikace a výkonnostní standardy
Spojky PPR musí splňovat přísné technické požadavky, aby byla zajištěna spolehlivost a bezpečnost systému:
Požadavky na rozměrovou přesnost
Vnitřní průměry hrdel musí zachovávat přesné tolerance, aby bylo zajištěno správné spojení bez mezer nebo nadměrného posunu materiálu. Výrobní normy specifikují tolerance ±0,2 mm pro trubky do průměru 63 mm a ±0,3 mm pro větší velikosti . Tloušťka stěny na tělese spojky musí být stejná nebo větší než tloušťka stěny trubky, aby se zabránilo slabým místům v systému. Hloubka nátrubku musí zajišťovat přiměřenou tavnou plochu při zachování přiměřené délky spojky pro praktickou instalaci.
Tlakový a teplotní výkon
Spojky PPR mají stejnou tlakovou klasifikaci jako potrubí, které spojují. Spojka PN20 použitá s trubkou PN20 udržuje 2,0 MPa pracovní tlak při 20 °C a 1,0 MPa při 70 °C . Materiál spojky musí vykazovat identické charakteristiky tepelné roztažnosti jako trubka s koeficientem 0,15 mm/m·K, což zajišťuje, že se tepelné napětí nesoustředí ve spojích. Správně nainstalované spojky odolávají tlakové zkoušce na 1,5násobek jmenovitého pracovního tlaku bez úniku nebo deformace.
Standardy kvality materiálu
Kvalitní spojky používají náhodný kopolymerový materiál typu 3 (PPR) splňující specifikace ISO 15874. Materiál musí vykazovat minimální pevnost v tahu 25 MPa a udržovat pružnost při nízkých teplotách bez křehkého porušení. Výroba původního materiálu zajišťuje konzistentní vlastnosti, zatímco recyklovaný obsah může představovat odchylky, které snižují výkon. Renomovaní výrobci označují každou spojku velikostí, jmenovitým tlakem, datem výroby a informacemi o shodě se standardy. Absence jasných značek naznačuje nestandardní produkty s 3-5krát vyšší poruchovostí než certifikované komponenty.
Ověření chemické odolnosti
PPR spojky musí odolávat degradaci chlorovanou vodou, změnám pH a teplotním cyklům. Zkušební protokoly vystavují spojky podmínkám zrychleného stárnutí, včetně nepřetržitého vystavení vodě o teplotě 95 °C po dobu 1000 hodin, po které následuje tlaková zkouška k ověření zachování mechanických vlastností. Kvalitní komponenty ukazují méně než 10% snížení pevnosti po zrychleném stárnutí ekvivalentním 50 letům provozu.
Běžné instalační chyby a prevence
Pochopení častých chyb při instalaci pomáhá předcházet selhání systému a nákladným opravám:
Nedostatečné nebo nadměrné vytápění
Nedostatečná doba zahřívání brání správné molekulární fúzi a vytváří slabé spoje, které mohou okamžitě prosakovat nebo mohou časem prosakovat pomalu. Naopak nadměrné zahřívání degraduje strukturu polymeru, snižuje pevnost a vytváří příliš velké fúzní kuličky, které částečně brání toku. Naznačují to terénní studie odchylky časování přesahující ±2 sekundy od specifikací zvyšují riziko selhání o 60 % . Použijte časovače nebo dodržujte standardizované rozvrhy ohřevu, abyste udrželi konzistenci ve všech spojích.
Kontaminované fúzní povrchy
Nečistoty, vlhkost, olej nebo oxidace na koncích trubek nebo spojovacích hrdlech narušují molekulární vazby. I malé množství znečištění vytváří slabé zóny, které koncentrují stres. Odstraňte vnější vrstvu z konců trubek pomocí nástroje na holení a před tavením očistěte hrdla spojek izopropylalkoholem. Nošení rukavic zabraňuje kontaminaci povrchů kožními mazy. Poruchy související s kontaminací se obvykle projevují jako dírkové netěsnosti objevující se 6-18 měsíců po instalaci když tepelné cyklování namáhá narušenou vazbu.
Neúplná hloubka vložení
Neschopnost zasunout trubky úplně do osazení hrdla zmenšuje oblast svaru a vytváří body koncentrace napětí. Před zahřátím jasně označte správnou hloubku zasunutí na koncích trubek a ověřte úplné zasunutí ihned po spojení, dokud materiál zůstane viditelný. Neúplné vložení snižuje pevnost spoje až o 50 % a výrazně zvyšuje pravděpodobnost selhání při tlakových rázech nebo vodních rázech.
Pohyb během chlazení
Otáčení, ohýbání nebo namáhání spojů před dostatečným chlazením brání správné krystalizaci tavné zóny. I nepatrné pohyby narušují integritu vazby. Během období ochlazování potrubí přiměřeně podepřete a naplánujte instalační sekvence, abyste se vyhnuli práci v blízkosti nedávno dokončených spojů. Doby chlazení závislé na teplotě musí být prodlouženy v chladných prostředích – instalace vyžadují okolní teplotu pod 5 °C O 50 % delší doby chlazení k dosažení ekvivalentní síly.
Neshodné komponenty
Kombinace spojek a potrubí různých tlaků vytváří slabá místa systému. Spojka PN16 v systému PN20 nemůže bezpečně zvládnout plný tlak v systému. Podobně použití předimenzovaných nebo poddimenzovaných spojek brání správnému spojení nebo vytváří nadměrné napětí. Před instalací ověřte kompatibilitu součástí a ujistěte se, že všechny prvky mají stejnou tlakovou klasifikaci a jmenovitý průměr.
Výběrová kritéria pro různé aplikace
Výběr vhodných PPR spojek závisí na konkrétních systémových požadavcích a podmínkách instalace:
Bytové systémy teplé a studené vody
Standardní rezidenční instalace obvykle používají spojky PN20 pro rozvody teplé i studené vody. Ty poskytují adekvátní bezpečnostní rezervu pro typické tlaky komunální vody 0,3-0,6 MPa a zároveň se přizpůsobí příležitostným tlakovým rázům. Teplovodní systémy pracující při 60-70°C těží z PN20 Jmenovitý tlak 1,0 MPa při 70 °C , zajišťující dlouhodobou spolehlivost. Pouze pro potrubí studené vody nabízejí spojky PN16 úsporu nákladů bez obětování bezpečnosti.
Aplikace sálavého podlahového vytápění
Systémy podlahového vytápění vyžadují méně spojek kvůli nepřetržitému vedení potrubí, ale připojení na rozdělovačích potrubí a rozhraní zařízení zůstávají kritická. Vyberte spojky s vlastnostmi kyslíkové bariéry, které odpovídají specifikaci potrubí, abyste zabránili korozi systému. Provozní teploty 40-55°C umožňují použití spojek PN16 ve většině případů, ačkoli PN20 poskytuje další bezpečnostní rezervu. Závitové spojky usnadňují připojení k rozdělovačům a zařízení kotle.
Komerční a vysokotlaké systémy
Vícepodlažní budovy nebo systémy s pomocnými čerpadly mohou vykazovat tlak přesahující 1,0 MPa, což vyžaduje spojky PN25 dimenzované pro 2,5 MPa při 20 °C . Průmyslové aplikace s cirkulací horké vody o teplotě 80-90 °C také těží z vyšší kapacity snížení teploty PN25. Větší tloušťka stěny komponent PN25 přináší minimální náklady a zároveň poskytuje značnou tlakovou bezpečnostní rezervu.
Venkovní a exponované instalace
Spojky ve venkovním prostředí vyžadují složení odolné vůči UV záření, aby se zabránilo degradaci vlivem slunečního záření. Standardní PPR vnitřní kvality žloutne a stává se křehkým po delším vystavení UV záření, přičemž ztráta pevnosti se poté stává výraznou 6-12 měsíců na přímém slunci . UV stabilizované spojky obsahují saze nebo UV inhibitory, které si zachovávají vlastnosti po dobu 10 let ve venkovních podmínkách. U podzemních instalací fungují standardní spojky adekvátně, protože půda poskytuje UV ochranu.
| Typ aplikace | Doporučené hodnocení | Provozní podmínky | Zvláštní ohledy |
|---|---|---|---|
| Bytová studená voda | PN16 | 20 °C, 0,3-0,6 MPa | Cenově výhodná volba |
| Bytová teplá voda | PN20 | 60-70 °C, 0,4-0,8 MPa | Standardní doporučení |
| Podlahové vytápění | PN16-PN20 | 40-55 °C, 0,3-0,5 MPa | Je nutná kyslíková bariéra |
| Komerční vysoký tlak | PN25 | Proměnná teplota, >1,0 MPa | Maximální bezpečnostní rezerva |
| Exponované venku | PN16-PN20 | Variabilní, expozice UV záření | Receptura stabilizovaná proti UV záření |
Hodnocení kvality a ověřování produktu
Rozlišení kvalitních spojek PPR od produktů nižší kvality chrání integritu systému a zabraňuje předčasným poruchám:
Kritéria vizuální kontroly
Zkontrolujte hladkost a jednotnost spojovacích povrchů. Kvalitní spojky vykazují konzistentní barvu bez šmouh, skvrn nebo změny barvy. Vnitřek zásuvek by měl být čistý a hladký bez hrubých ploch nebo viditelných nečistot. Tloušťka stěny musí být stejnoměrná po celém obvodu – odchylky přesahující 0,3 mm značí špatnou výrobní kontrolu . Zkontrolujte, zda jsou kompletní a čitelná označení včetně identifikace výrobce, velikosti, tlaku a data výroby.
Metody ověřování materiálu
Originální PPR materiál vykazuje specifické fyzikální vlastnosti. Materiál by měl být spíše hustý a pevný než dutý nebo lehký. Ohýbání spojky by mělo vykazovat pružnost bez praskání nebo trvalé deformace. Kvalitní PPR se po ohnutí vrátí do svého původního tvaru, zatímco materiály horší kvality mohou vykazovat vybělení napětím nebo zůstat zdeformované. Testování povrchové tvrdosti pomocí tvrdoměru by mělo poskytnout hodnoty 60-70 Shore D pro autentický PPR , zatímco měkčí materiály naznačují recyklovaný obsah nebo méně kvalitní polymery.
Certifikace a soulad s normami
Renomovaní výrobci poskytují dokumentaci o testování a certifikaci třetí stranou. Hledejte shodu s ISO 15874, EN 15874 nebo ekvivalentními národními normami. Certifikáty od uznávaných orgánů, jako je NSF, DVGW nebo WRAS, ukazují, že produkty prošly přísným testováním bezpečnosti a výkonu. Vyžádejte si zkušební protokoly s výsledky odolnosti vůči tlaku, tepelnému cyklování a chemické odolnosti. Produkty bez řádné certifikace nebo dokumentace by se neměly používat bez ohledu na cenové výhody necertifikované armatury vykazují poruchovost o 400-500 % vyšší než certifikované komponenty.
Posouzení balení a skladování
Kvalitní výrobci balí spojky do uzavřených sáčků nebo krabic, které chrání před kontaminací a UV zářením během skladování. Individuální balení nebo organizované hromadné balení naznačuje pozornost věnovanou kontrole kvality. Uvolněné, nezabalené armatury mohou mít nahromaděné nečistoty nebo poškození během manipulace. Ověřte skladovací podmínky – spojky PPR skladované na přímém slunci nebo extrémních teplotách se mohly před instalací znehodnotit. Produkty správně skladované v klimaticky řízených skladech si zachovávají úplné specifikace po neomezenou dobu.
Úvahy o nákladech a ekonomická analýza
Pochopení nákladů na propojení PPR pomáhá optimalizovat rozpočty projektů při zachování standardů kvality:
Struktura cen materiálu
Standardní nástrčné spojky představují relativně malé náklady v celkových nákladech systému. Typické ceny se pohybují od 0,50 – 1,50 $ za 20mm spojky až 3,00 – 8,00 $ za 50mm velikosti , liší se podle jmenovitého tlaku a výrobce. Redukce spojek stojí přibližně o 30-50 % více než standardní spojky kvůli zvýšené složitosti materiálu a výroby. Závitové spojky s mosaznými vložkami vyžadují prémiové ceny 3-5násobku standardních nákladů na spojky kvůli požadavkům na kovové součásti a montáž.
Instalace Ekonomika práce
Zatímco náklady na spojovací materiál jsou skromné, instalační práce představuje větší složku nákladů. Zkušení montéři dokončují spojky za ceny 15-25 spojů za hodinu v závislosti na velikosti potrubí a dostupnosti . Tato efektivita se promítá do mzdových nákladů přibližně 2–5 USD na kloub pro rezidenční práce. Minimalizace počtu spojů prostřednictvím pečlivého návrhu systému snižuje náklady na materiál i práci. Použití redukčních spojek místo samostatných reduktorů a dalších spojů ušetří přibližně 8–12 USD na přechodový bod, pokud je zahrnuta práce.
Srovnání nákladů životního cyklu
Kvalitní spojky PPR správně nainstalované nevyžadují žádnou údržbu a poskytují životnost 50 let. Tato životnost eliminuje náklady na výměnu, které ovlivňují mechanické spoje, kompresní šroubení nebo pájené spoje. Trvalá povaha tavného svařování zabraňuje netěsnostem, které způsobují poškození vodou, což je nejdražší důsledek selhání vodovodního potrubí. Naznačují to statistiky pojišťovnictví správně nainstalované systémy PPR vykazují úniky o 85 % nižší než závitové kovové systémy po dobu 20 let, což vede k podstatným úsporám nákladů na opravy a prevenci poškození vodou.

Kompromisy mezi kvalitou a cenou
Prémiové spojky od zavedených výrobců stojí o 20–40 % více než ekonomické značky, ale nabízejí výrazně lepší spolehlivost. Rozdíl v přírůstkových nákladech činí pouhých 50–150 USD za celý obytný systém, přesto může být rozdíl ve výkonu značný. Nízkonákladové spojky často používají recyklované materiály, nedostatečnou kontrolu kvality nebo nestandardní rozměry, které ohrožují integritu spoje. Profesionální instalatéři to hlásí zpětná záruka u prémiových produktů je nižší než 0,1 % ve srovnání s 2–5 % u ekonomických značek, což dokazuje, že skromné dodatečné investice přináší podstatné zlepšení spolehlivosti.
Řešení problémů a řešení oprav
Řešení problémů souvisejících s propojením vyžaduje pochopení běžných poruchových režimů a vhodné techniky nápravy:
Identifikace vadných spojů
Selhání spojovacího kloubu se obvykle projevuje jako pomalé kapání nebo pláč spíše než katastrofické praskliny. Podezřelé spoje vykazují akumulaci vlhkosti, skvrny od vody nebo minerální usazeniny v místě spojky. Během tlakové zkoušky vykazují vadné spoje poklesy tlaku nebo viditelné prosakování vody. Neúplné natavení se často projevuje jako mezery mezi koncem trubky a osazením spojky nebo asymetrické natavené housenky po obvodu spoje. Stresem zbělená místa v blízkosti kloubů svědčí o přetížení nebo pohybu při ochlazování.
Postupy opravy
Poškozené spojky nelze opravit na místě – je nutné úplné odstranění a výměna. Vyřízněte vadnou spojku a krátký úsek trubky na každé straně a ujistěte se, že jsou řezy alespoň 100 mm od starých fúzních zón aby nedošlo k tepelnému ovlivnění materiálu. K opětovnému připojení systému použijte opravnou spojku nebo dvě standardní spojky s mezilehlou částí potrubí. Pokud je prostor omezený a rotace potrubí není možná, opravné spojky s prodlouženými hrdly nebo posuvnými konstrukcemi umožňují připojení k pevnému potrubí. Před natlakováním opravených částí zajistěte dostatečnou dobu chlazení.
Protokoly preventivních prohlídek
U kritických instalací nebo před zakrytím potrubí ve stěnách nebo podlahách proveďte důkladnou vizuální kontrolu všech spojů spojek. Ověřte konzistentní fúzní kuličky, správnou hloubku vložení a zarovnání. Tlaková zkouška celého systému při 1,5násobku pracovního tlaku po dobu minimálně 1 hodiny a sledování případného poklesu tlaku. Dlouhodobé monitorování by mělo zahrnovat pravidelnou kontrolu přístupných spojů, zejména v oblastech vystavených vibracím, tepelným cyklům nebo mechanickému namáhání. Včasná detekce slzných spár umožňuje opravu dříve, než dojde k významnému poškození vodou.